





 分享
分享
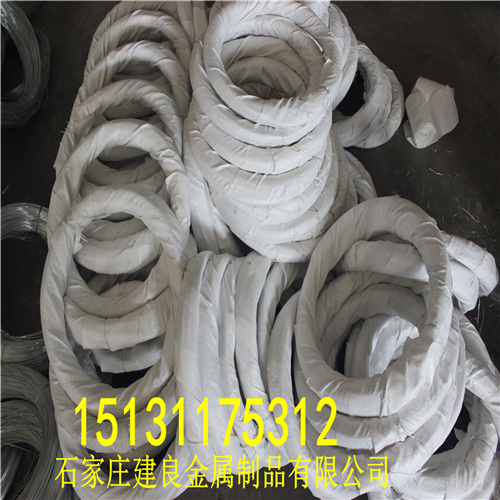



特性 鍍鋅鐵絲具有良好的韌性和彈性,zui gao 上鋅量可以達(dá)到300克/平米。具有鍍鋅層厚,抗腐蝕性強(qiáng)等特性。
應(yīng)用 鐵絲網(wǎng)顧名思義,就是用鐵絲制成的網(wǎng)面,根據(jù)用戶的要求和使用范圍不同,可以是編織的,也可以是焊接的。其特點(diǎn)是:網(wǎng)孔均勻、網(wǎng)面平整、美觀大方;因其采用防腐處理,所以鐵絲網(wǎng)的壽命很長(zhǎng)、實(shí)性非常強(qiáng)。
焊接鐵絲網(wǎng)常用于隔離,安全防護(hù)等建筑工程和安全設(shè)施,產(chǎn)品安裝簡(jiǎn)單,沒有技術(shù)含量,用螺栓把網(wǎng)片和立柱連接好,打上膨脹螺栓或者是做預(yù)埋處理。編織鐵絲網(wǎng)安裝:立柱上有耳朵或者鐵鉤,把鐵絲網(wǎng)固定在立柱即可。
編織鐵絲網(wǎng)可以用在水利工程、河道整修、道路建設(shè)、邊坡固定泥土(巖石)、山體綠化噴播安全防護(hù)工程,也可用于倉庫、廠區(qū)隔離、動(dòng)物圍欄防護(hù)、海洋bu yu 柵欄以、建筑工地圍欄及煤礦支護(hù)等。編織鐵絲網(wǎng)主要為鍍鋅絲,價(jià)格低廉,具有強(qiáng)磁性,鍍鋅鐵絲在選擇的時(shí)候,主要是鍍鋅鐵絲網(wǎng)的鍍鋅方式和編織順序,首先鍍鋅方式有熱鍍和冷鍍兩種,其次就是其編織順序,也分為兩種,一種是先鍍鋅后編織,另一種是先編織后鍍鋅,鍍鋅鐵絲網(wǎng)的規(guī)格主要為3-60目,幅寬一般小于等于1.5m,當(dāng)然這個(gè)具體的鍍鋅鐵絲網(wǎng)規(guī)格可以根據(jù)您的需要來選擇。
熱鍍鋅鐵絲采用you zhi 低碳鋼Q195盤條加工而成,鍍鋅鐵絲又分為熱鍍鋅絲和冷鍍鋅絲(電鍍鋅絲)是Q195采用you zhi 低碳鋼,經(jīng)過拉拔成型、酸洗除銹、高溫退火、熱鍍鋅、冷卻等工藝流程加工而成。
熱鍍鋅鐵絲具有良好的韌性和彈性,zui 高上鋅量可以達(dá)到300克/平米。具有鍍鋅層厚,抗腐蝕性強(qiáng)等特性。
鍍鋅絲是指采用you zhi 低碳鋼,經(jīng)過拉拔成型、酸洗除銹、高溫退火,熱鍍鋅、冷卻等工藝流程加工而成的,有些鍍鋅絲產(chǎn)品是由鐵絲鍍鋅制作而成的。鍍鋅絲又分為熱鍍鋅絲和冷鍍鋅絲(電鍍鋅絲)。熱鍍鋅較電鍍鋅有更好的防護(hù)性能
鍍鋅絲的鍍鋅工藝是一種非常有效的金屬防腐方法,在其他的工業(yè)領(lǐng)域中的使用也很廣泛,經(jīng)過鍍鋅的鐵絲在各行業(yè)的金屬結(jié)構(gòu)設(shè)備上的使用很常見。由于生產(chǎn)工藝或者其他因素的影響,鍍鋅絲產(chǎn)品的的鋅層阻止會(huì)出現(xiàn)一定程度的不一樣,尤其是普通鍍鋅無法達(dá)到電鍍鋅那種美觀度,普通鍍鋅絲的鋅層主要是為了防腐防蝕
鐵絲是用鐵拉制成的一種金屬絲,鐵絲按用途不同,成分也不一樣,它含有的成分有:鐵,鈷,鎳,銅,碳,鋅,還有其他元素。鐵絲根據(jù)粗細(xì)分成許多型號(hào)
鐵絲和鋼絲的生產(chǎn)普遍采用拉絲工藝和鍍鋅處理。1976年,廣州鍍鋅鐵絲廠在國(guó)內(nèi)首先應(yīng)用電解酸洗、高壓沖洗、卡電干燥的新技術(shù)試驗(yàn)成功了拉絲線連續(xù)生產(chǎn),使拉絲工藝從間斷性生產(chǎn)變?yōu)檫B續(xù)性生產(chǎn),減弱了勞動(dòng)強(qiáng)度,降低了金屬消耗。
生產(chǎn)工藝:它采用you zhi 低碳鋼盤條加工而成,是采用you zhi 低碳鋼,經(jīng)過拉拔成型、suan xi 除銹、高溫退火,熱鍍鋅.冷卻等工藝流程加工而成。
鍍鋅絲特性:鍍鋅鐵絲具有良好的韌性和彈性,zui gao 上鋅量可以達(dá)到300克/平米。具有鍍鋅層厚,抗腐蝕性強(qiáng)等特性。
鍍鋅絲又分為熱鍍鋅絲和冷鍍鋅絲(電鍍鋅絲)區(qū)別為:
熱鍍鋅是在加熱融化的鋅液內(nèi)浸鍍,生產(chǎn)速度快,鍍層厚但不均勻,市場(chǎng)允許的zui 低厚度45微米,zui gao 可達(dá)300微米以上。顏色較暗,消耗鋅金屬多,與基體金屬形成滲入層,耐蝕性好,室外環(huán)境下熱鍍鋅可以保持幾十年。
冷鍍鋅(電鍍鋅)是在電鍍槽內(nèi)通過電流單向性使鋅逐漸鍍上金屬外表,生產(chǎn)速度慢,鍍層均勻,厚度較薄,通常只有3-15微米,外觀光亮,耐腐蝕性差,一般一年就會(huì)銹蝕。
相對(duì)熱鍍鋅,電鍍鋅生產(chǎn)成本較低。
鍍鋅鐵絲酸活化酸活化液應(yīng)能除去零件表面的銹蝕產(chǎn)物、氧化膜(皮),對(duì)基體無過腐蝕。鍍鋅鐵絲可使用鋅酸鹽鍍鋅或氯化物鍍鋅等工藝,應(yīng)使用合適的添加劑以獲得能滿足本標(biāo)準(zhǔn)所要求的鍍層。
鍍鋅鐵絲出光鍍后應(yīng)進(jìn)行出光處理。鈍化需除氫的零件應(yīng)在除氫后再進(jìn)行鈍化,鈍化前應(yīng)用1%H2SO4或1%yan suan 活化5~15s。除非設(shè)計(jì)圖上另有規(guī)定,鈍化應(yīng)采用彩色鉻酸鹽處理
鍍鋅鋼絲的拉拔工藝分別有先鍍后拔、中鍍后拔、混合鍍拔三種,
上述流程可生產(chǎn)含碳0.93-0.97%、直徑為0.26毫米、強(qiáng)度3921牛/平方毫米的超高強(qiáng)度鍍鋅鋼絲。拉拔中鋅層對(duì)鋼絲表面起到保護(hù)及潤(rùn)滑作用,拉拔時(shí)未發(fā)生斷絲。


相關(guān)評(píng)論 共0條