





 分享
分享




機床床身鑄件的澆注工藝生產中,澆注時應遵循高溫出爐,低溫澆注的原則。因為提高金屬液的出爐溫度有利于夾雜物的徹底熔化、熔渣上浮,便于清渣和除氣,減少機床鑄件的夾渣和氣孔缺陷;采用較低的澆注溫度,則有利于降低金屬液中的氣體溶解度、液態收縮量和高溫金屬液對型腔表面的烘烤,避免產生氣孔、粘砂和縮孔等缺陷。因此,在保證充滿鑄型型腔的前提下,盡量采用較低的澆注溫度。 把金屬液從澆包注入鑄型的操作過程稱為澆注。澆注操作不當會引起澆不足、冷隔、氣孔、縮孔和夾渣等機床鑄件缺陷。
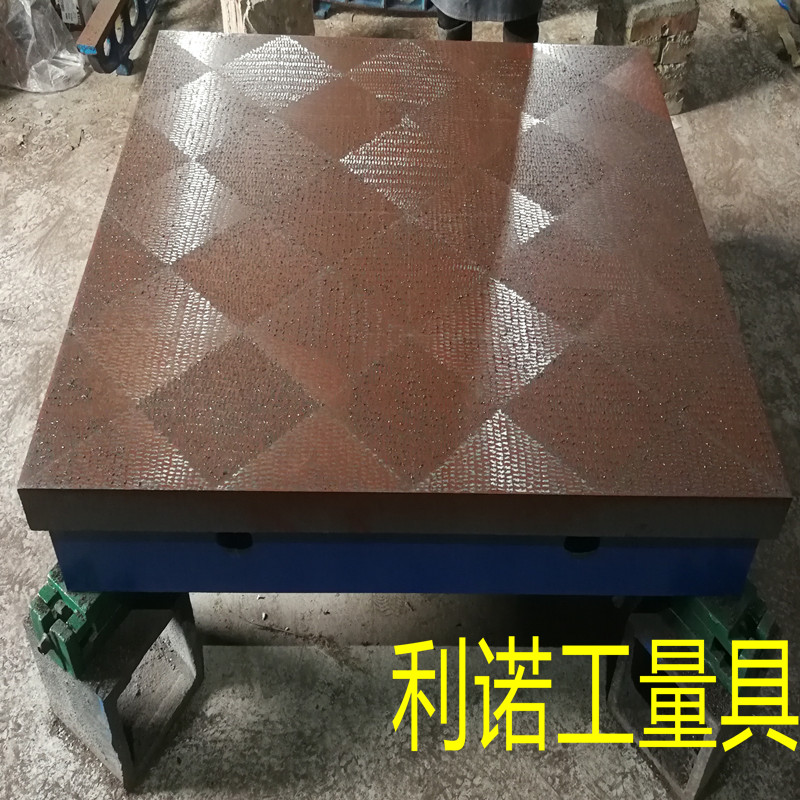
泊頭市利諾工量具有限公司機床鑄件廠家供應各種牌號灰鑄鐵件、球墨鑄鐵件、蠕墨鑄鐵件、可鍛鑄鐵件、合金鑄鐵件、機床床身鑄件、機床工作臺鑄件等鑄造件、鑄鐵件、鑄鋼件,采用消失模或者粘土砂實型鑄造、真空鑄造、樹脂砂鑄造,無論重量大小、數量多少均可鑄造,工藝成熟,價格合理,外觀美觀,內部組織均勻,機械性能穩定可靠,供貨及時,歡迎廣大機床鑄件、灰鐵鑄件、球磨鑄件、鑄造件用戶與我們聯系!

相關評論 共0條